
Consultoria em Implantação do TPM|QP10
Gestão de Ativos
A intensidade do capital imobilizado na indústria, a necessidade crescente de controlar os custos operacionais à longo prazo para manter a competitividade no mercado, o reforço do regulamento em termos de segurança industrial, a multiplicação dos mercados regulamentados e a obrigação de perenizar o patrimônio inscrito nos contratos de serviço torna obrigatória a visão global da gestão dos ativos industriais. A Família de Normas ISO 55000 trata desse assunto.
Ativo físico é algo que tem real ou potencial para uma organização. Exemplos: Plantas ou instalações industriais, máquinas e equipamentos, edifícios, veículos, materiais etc.
Ciclo de vida é definido como o intervalo de tempo que se inicia com a identificação da necessidade de um ativo e termina com a desativação do ativo ou quaisquer responsabilidades posteriores. Na Figura abaixo temos o ciclo de vida de um produto do nascimento ao descarte.

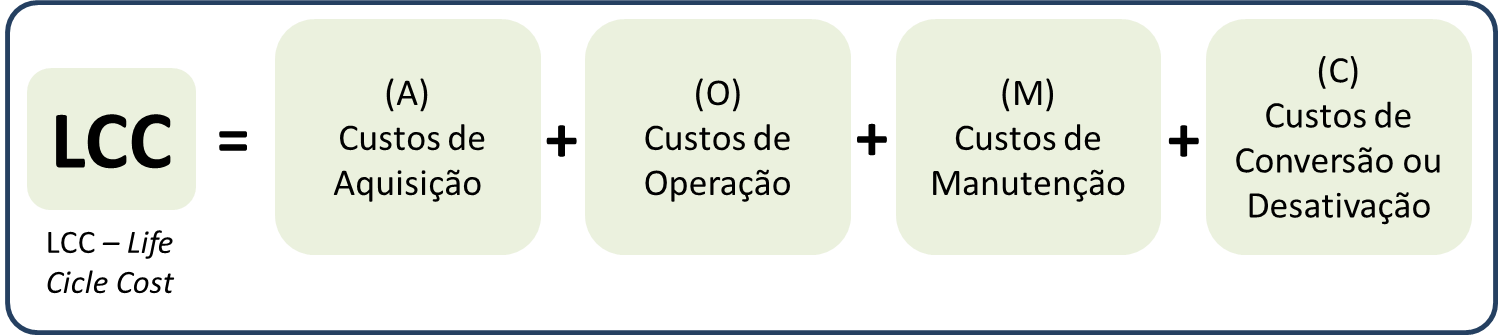
O custo do Ciclo de Vida é representado pela Figura abaixo:
A pergunta que fica é: será que estamos extraindo o maior valor dos nossos ativos? A boa gestão de um ativo industrial passa por ações de manutenção estruturadas e continuadas, usando-se as boas práticas de Gestão da Manutenção, RCM (Reliability Centered Maintenance ou Manutenção Centrada na Confiabilidade) e o TPM (Total Productive Manintenance ou Manutenção Produtiva Total).
Abordagem TPM
TPM ou MPT – Manutenção Produtiva Total é uma filosofia que tem o objetivo de estabelecer uma nova cultura empresarial e que visa a máxima eficiência industrial do sistema de produção. É uma forma sistemática de se eliminar as perdas através de atividades preventivas e com o envolvimento de todos os departamentos produtivos e áreas de apoio. É também uma filosofia gerencial, atuando de forma organizacional, no comportamento das pessoas, na forma com que tratam os problemas, não só os de manutenção, mas todos os diretamente ligados ao processo produtivo. Visa essencialmente a eficiência econômica e financeira das operações e atividades, o envolvimento todos os setores da empresa e estimula voluntariamente a execução de tarefa pelos operadores.
Podemos estabelecer quatro grandes objetivos para o TPM:
1. Assegurar a eficiência global das instalações: Observar as especificações, operar na velocidade de projeto, produzir na taxa planejada e obter resultados de qualidade em harmonia com esta velocidade e taxa;
2. Otimizar a vida dos equipamentos através de um programa de manutenção: Criação de um plano ou programa robusto de manutenção preventiva e preditiva;
3. Integrar os setores envolvidos no plano de elevação da eficiência: Única maneira de se obter sucesso é contar com a total cooperação dos setores no plano de elevação da capacidade instalada. Por exemplo: inclusão da manutenção de equipamentos nas decisões de projeto e compras, assegura que a padronização de peças e componentes à manutenção será obedecida;
4 Obter a colaboração dos funcionários no processo de fabricação: A colaboração no processo de fabricação de funcionários de todos os níveis com suas aptidões e conhecimentos, integra e traz a satisfação do cliente interno. Em algumas empresas este item está incluído no processo de sugestões, como obter melhor manutenção, maior limpeza e organização etc. Recomenda-se a criação de Equipes de Melhoria em Manutenção.
Resumindo, no TPM o Operador é responsável pela operação da máquina e pela sua conservação e a Manutenção é responsável pelo seu conserto e melhoria – é a busca da quebra zero.
Grandes Perdas
Perda é uma não conformidade que tem impacto negativo para todas as partes interessadas no negócio. A identificação das dezesseis grandes perdas na TPM é essencial para eliminação, um a um, dos desperdícios e direcionamento das melhorias. Focaliza-se, portanto a redução dos custos pela redução drástica das perdas, descrita abaixo:
Perdas nos equipamentos e máquinas:
1. Perdas por falhas em equipamento: São perdas provocadas pelas paradas de emergência e aquelas em que a função do equipamento fica reduzida;
2 . Perdas por ajustes: São perdas provocadas pelos ajustes realizados para dar continuidade ao processo atual ou para tornar possível a etapa seguinte de produção;
3. Perdas por troca de ferramenta: São as perdas devido a paralisação do equipamento para troca de ferramenta;
4. Perdas por acionamento: São as perdas decorrentes no início e no final do processo (aceleração e desaceleração) para a estabilização das condições de funcionamento;
5. Perdas por parada curta: São as perdas oriundas de pequenas paradas do equipamento, em geral menores que 10 minutos, e com significativa frequência;
6. Perdas por velocidade: São as perdas provocadas pela diferença entre a velocidade projetada do equipamento e a velocidade real do trabalho;
7. Perdas por defeito e retrabalho: São as perdas existentes quando o produto tem que ser reprocessado, pois se constata um defeito de qualidade provocado pelo equipamento;
8. Perdas por parada programada: São as perdas provocadas pela parada do equipamento para efetuar inspeções e manutenções preventivas.
Perdas na mão de obra:
9. Perdas por deficiência administrativa: São as perdas decorrentes da falta de instruções de trabalho, ordens de serviço e materiais e ferramentas necessárias para o trabalho;
10. Perdas por variação na capacidade operacional: São as perdas decorrentes das diferenças de habilidade entre operadores e ou técnicos na realização de tarefas, bem como respectivos vícios dos mesmos;
11. Perdas por desorganização da linha: São as perdas decorrentes da desorganização do local de trabalho e a má definição do processo e método de trabalho – diversos tipos de desbalanceamento provocando ineficiências operacionais;
12. Perdas por falhas logísticas: São as perdas decorrentes do tempo gasto para transporte, movimentação e armazenamento de materiais, matérias-primas e produtos acabados;
13. Perdas por medições e ajustes: São as perdas provocadas pelo tempo gasto em medições e ajustes demasiados, realizados como ação imediata, contra a saída de material defeituoso.
Perdas de energia, materiais e matéria prima:
14) Perdas de energia: São as perdas constituídas pelas diferenças entre a energia investida no processo e a realmente utilizada na transformação do produto;
15) Perdas por ferramentas: São as perdas provocadas por despesas adicionais efetuadas para recondicionamento de ferramentas devido quebras, desgastes durante o uso ou outro motivo significativo;
16) Perdas de rendimento: Perdas devido a diferença entre o peso das matérias-primas utilizadas e os respectivos produtos acabados com a qualidade aprovada.
Eficiência Global
No TPM medimos a Eficiência Global do Equipamento, sendo a melhor prática na restrição, tanto para a fábrica real quanto para a fábrica oculta, conforme Figura abaixo:
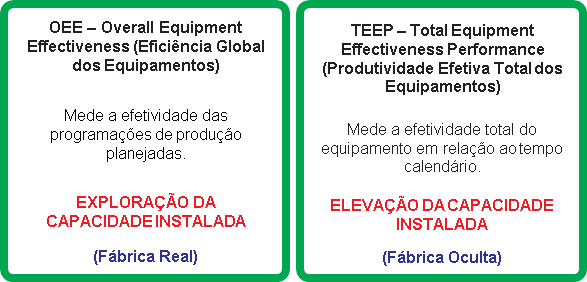
Fábrica Oculta: Desenvolver a “Fábrica Oculta” em fábricas existentes custa cerca de 10 vezes menos do que construir nova capacidade. Considerar quão vantajosa são estas economias no retorno do ativo. Planejar a fábrica oculta utiliza os custos já em vigor. A fábrica oculta pode ser planejada imediatamente e oferece menos riscos com equipamentos novos ou modificados.
Fábrica Real: A OEE se relaciona diretamente com as razões financeiras críticas. As melhorias na OEE podem fazer uma grande mudança no Lucro Operacional (Ganhos antes do Imposto de Renda). Programas agressivos para a melhoria da OEE podem ser dez vezes mais eficazes do que programas para o aumento de capacidade através do aumento de capital. A mão de obra que compreende e implementa continuamente projetos de melhorias na OEE proporciona dividendos compostos ano após ano. Se a melhoria da OEE for utilizada como uma agressiva estratégia de negócio, a produtividade de uma fábrica irá evoluir mais rapidamente.
Pilares do TPM
O TPM é implantado em oito pilares, conforme Figura e descrição abaixo. Na fase de :Elaboração do Plano de Implantação, define-se quais pilares realmente serão implantados.
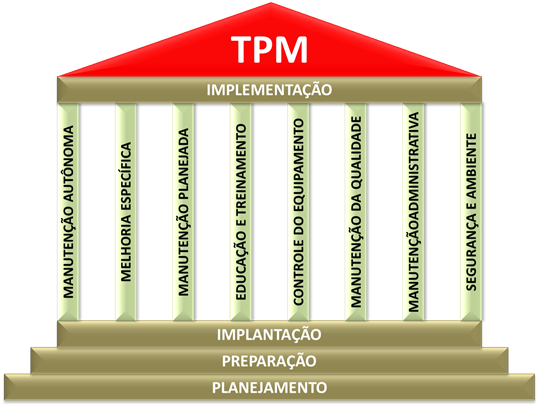
Pilar Manutenção Autônoma: Atua na melhoria da eficiência dos equipamentos, desenvolvendo a capacidade dos operadores para a execução de pequenos reparos e inspeções, mantendo o processo de acordo com padrões estabelecidos, antecipando-se aos problemas potenciais (Participação dos Operadores).
Pilar Melhoria Específica: Atua na erradicação de forma concreta das dezesseis grandes perdas que reduzem a eficiência do equipamento. Através da eliminação destas perdas, melhora-se a eficiência global do equipamento (Ataque às Perdas).
Pilar Manutenção Planejada: Atua na conscientização das perdas decorrentes das falhas de equipamentos e as mudanças de mentalidade das divisões de produção e manutenção, minimizando as falhas e defeitos com o mínimo custo (Sistema de Manutenção).
Pilar Educação e Treinamento: Atua no desenvolvimento de novos conhecimentos, habilidades e atitudes para o pessoal da manutenção e da produção. Habilidade é o poder de agir de forma correta e automaticamente (sem pensar), com base em conhecimentos adquiridos sobre todos os fenômenos e utilizá-los durante um grande período, tendo uma postura responsável (Capacitação Integrada).
Pilar Controle do Equipamento: Atua na consolidação de toda sistemática para levantamento das inconveniências, imperfeições e incorporações de melhorias, mesmo em máquinas novas e através dos conhecimentos adquiridos, tornando-se apto a elaborar novos projetos onde vigorem os conceitos PM (Prevenção da Manutenção), o que resultará em máquinas com quebra zero. Nota: Também conhecido como Controle Inicial do Equipamento (Engenharia de Manutenção).
Pilar Manutenção da Qualidade: Atua na definição das condições de operação do equipamento que excluam defeitos de qualidade, com base no conceito de manutenção do equipamento em perfeitas condições para que possa ser mantida a perfeita qualidade dos produtos processados (Conformidade Operacional).
Pilar Manutenção Administrativa: Atua na eliminação dos desperdícios e perdas geradas pelo trabalho de escritório, de forma que todas as atividades organizacionais sejam eficientes (Processos Administrativos).
Pilar Segurança e Ambiente: Atua na busca do acidente zero, além de proporcionar um sistema que assegura a preservação da saúde e bem estar dos funcionários e do meio ambiente (Prevenção e Proteção).
TPM e 5S
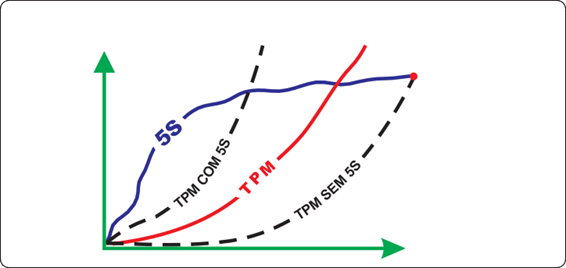
Existe uma correlação forte ente o TPM e o Programa 5S, principalmente no Pilar Manutenção Autônoma que, integrados, buscam ganhos superiores, conforme mostrado nas Figuras abaixo. Cada senso do 5S – Housekeeping tem a sua contribuição no TPM; logo, é impossível sucesso no TPM sem uma 5S robusto.
Fases de Implantação
De maneira geral utilizamos as fases mostradas na Figura abaixo para a implantação do TPM, inspiradas no Ciclo PDCA. Entretanto, dependendo da realidade e maturidade da empresa na relação operação e manutenção, estas fases podem ser readequadas.

Escopo da Consultoria
Projeto de Consultoria focado na implantação da metodologia TPM – Total Productive Maintenance, no ambiente da manutenção industrial, condominial ou veicular.
Próximo Passo
Caso a sua empresa esteja interessada em implantar a metodologia TPM, não hesite em nos contatar para fazermos os alinhamentos necessários e envio de proposta técnica e comercial.